2015年8月13日木曜日 NHK おはよう岡山 ウイスキー製造を本格化
8月13日の NHK おはよう岡山にて、「ウイスキー製造を本格化」と題して、地ウイスキーの取り組みが紹介されました。



宮下酒造は日本酒 地ビール 焼酎 梅酒 ジン ウイスキーなど様々な酒類を製造・販売する総合酒類メーカーです。宮下酒造は100年の歴史があり、日本酒は「極聖」、地ビールは「独歩」が代表銘柄です。岡山の地酒のご注文はMSBオンラインショップをご利用ください。
8月13日の NHK おはよう岡山にて、「ウイスキー製造を本格化」と題して、地ウイスキーの取り組みが紹介されました。
7月31日のRSK山陽放送テレビ RSKイブニングニュースにて、「地酒・地ビールにつづけ 地ウイスキーに蒸留器」と題して、ポット・スチルの火入れ式の模様が紹介されました。



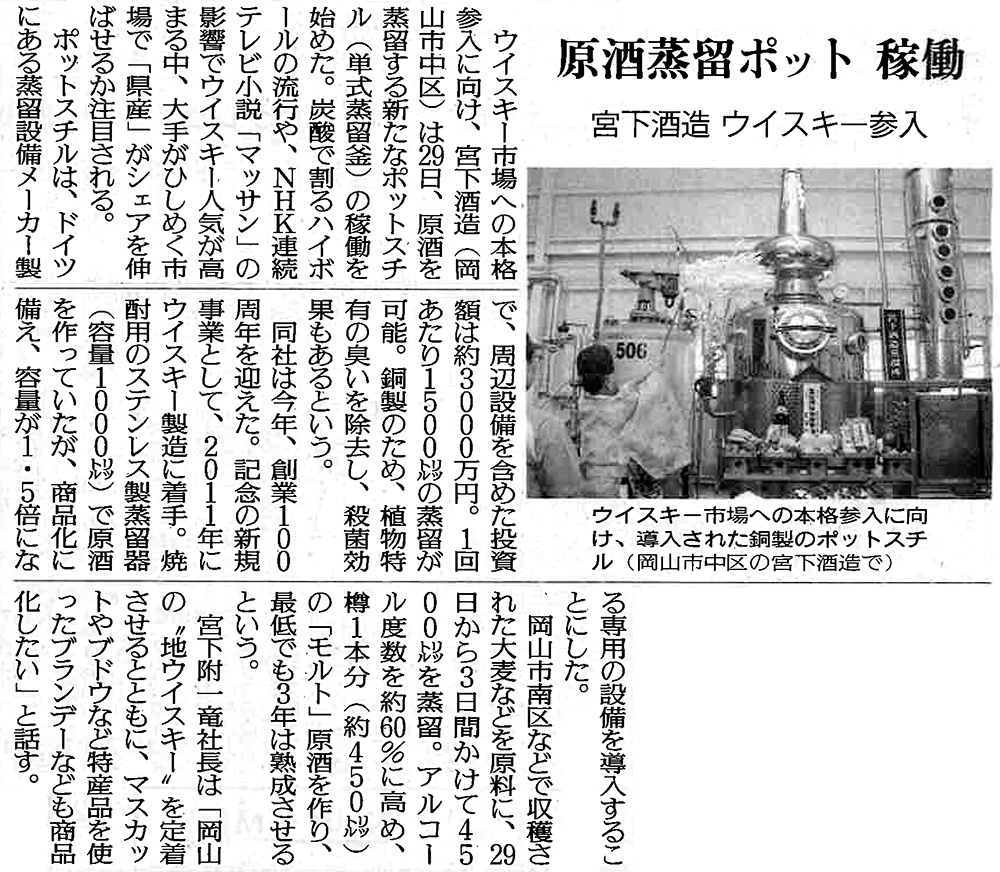
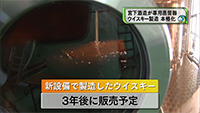
ウイスキー市場への本格参入に向け、宮下酒造(岡山市中区)は29日、原酒を蒸留する新たなポットスチル(単式蒸留釜)の稼働を始めた。炭酸で割るハイボールの流行や、NHK連続テレビ小説「マッサン」の影響でウイスキー人気が高まる中、大手がひしめく市場で「県産」がシェアを伸ばせるか注目される。
ポットスチルは、ドイツにある蒸留設備メーカー製で、周辺設備を含めた投資額は約3000万円。1回あたり1500リットルの蒸留が可能。銅製のため、植物特有の臭いを除去し、殺菌効果もあるという。
同社は今年、創業100周年を迎えた。記念の新規事業として、2011年にウイスキー製造に着手。焼酎用のステンレス製蒸留器(容量1000リットル)で原酒を作っていたが、商品化に備え、容量が1・5倍になる専用の設備を導入することにした。
岡山市南区などで収穫された大麦などを原料に、29日から3日間かけて4500リットルを蒸留。アルコール度数を約60%に高め、樽1本分(約450リットル)の「モルト」原酒を作り、最低でも3年は熟成させるという。
宮下附一竜社長は「岡山の“地ウイスキー”を定着させるとともに、マスカットやブドウなど特産品を使ったブランデーなども商品化したい」と話す。
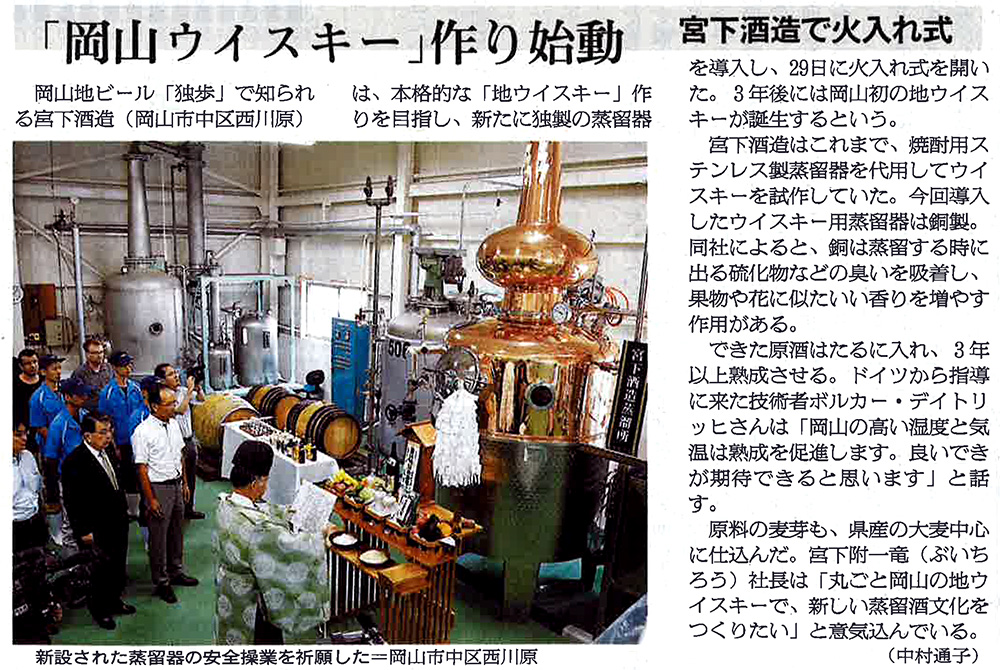
岡山地ビール「独歩」で知られる宮下酒造(岡山市中区西川原)は、本格的な「地ウイスキー」作りを目指し、新たに独製の蒸留器を導入し、29日に火入れ式を開いた。3年後には岡山初の地ウイスキーが誕生するという。
宮下酒造はこれまで、焼酎用ステンレス製蒸留器を代用してウイスキーを試作していた。今回導入したウイスキー用蒸留器は銅製。同社によると、銅は蒸留する時に出る硫化物などの臭いを吸着し、果物や花に似たいい香りを増やす作用がある。
できた原酒はたるに入れ、3年以上熟成させる。ドイツから指導に来た技術者ボルカー・デイトリッヒさんは「岡山の高い湿度と気温は熟成を促進します。良いできが期待できると思います」と話す。
原料の麦芽も、県産の大麦中心に仕込んだ。宮下附一竜(ぶいちろう)社長は「丸ごと岡山の地ウイスキーで、新しい蒸留酒文化をつくりたい」と意気込んでいる。

宮下酒造(岡山市中区西川原)はウイスキー専用のドイツ製蒸留器(ポットスチル)を導入し、29日から運転を始めた。これまでは焼酎用の蒸留器を使って仕込んできたが、年2千リットル以上を目標に本格的に製造する。
蒸留器は、発酵させた麦汁を投入してアルコールを蒸発させる煮沸釜と、アルコールを冷やして液体にした原液を集めるタンクで構成。麦汁1500リットルを一度に仕込むことができる。高さ4メートル、幅4メートル、奥行き3メートル。投資額は3千万円。
この日は宮下附一竜社長ら関係者約20人が出席して火入れを行い、蒸留作業に入った。蒸留した原液は樽(たる)に詰めて熟成させる。
国産ウイスキーはサントリーやニッカウヰスキーといった大手が大半。地方の中小メーカーはほとんど参入しておらず、岡山県内では宮下酒造が唯一とされる。同社は2012年から焼酎用設備で試験的に仕込んでおり、創業100周年を迎えた今年から本格製造に乗り出す。
試験製造分の販売時期は未定だが、今回仕込んだウイスキーは3年後をめどに販売する予定。宮下社長は「日本酒と地ビール醸造で培った技術を生かしながら、日本人の好みに合った繊細な味覚のウイスキーを造りたい」と話している。
7月29日のRNC西日本放送、news every.にて、「ウイスキー文化を岡山から世界へ ”ポット・スチル”火入れ式」と題して、ポット・スチルの火入れ式の模様が紹介されました。



7月29日のTSCテレビせとうち TSCnews5にて、「宮下酒造 ウイスキー専用蒸留器 導入」と題して、ポット・スチルの火入れ式の模様が紹介されました。



酒造りは「一麹(こうじ)、二もと、三造り」と言われている。酒米のでんぷんを糖に変える麹の出来が、酒の味を左右するからだ。
酒蔵には「室(むろ)」と呼ばれる部屋がある。最適な室温と湿度の中で、質の良い麹は生まれる。機械製造が普及しているとはいえ、今も人の手によって丹念に造られている。
「製麹(せいぎく)」と呼ばれる製造で、最も手間のかかる「蓋麹法」を守り続ける宮下酒造(岡山市中区西川原)を訪ねた。
蒸した米に麹菌を振りかけ、小分けして蓋(木箱)に盛っていく。小さいものから「蓋麹」「箱麹」「床麹」と製法の呼び名が異なる。蓋麹だとA3サイズほどで、同社の室には多い時で約50個積み上げられる。
室の内部は温度と湿度が一定に保たれている。とはいえ、場所によって微妙に異なる。全ての蓋が同一条件になるよう、2~3時間ごとに蓋を上下左右入れ替えなければならない。
「夜通し見守っていなければならないが、そうすることで麹が米粒の奥にまで浸透し、雑味がなく、香りの高い酒に仕上がる」。専務の宮下晃一(37)は説明する。手間がかかるだけに、この製法の麹は、大吟醸や純米大吟醸といった高級酒の仕込みに使用されている。
創業は1915年。67年に玉野市から現在地の本社に蔵を移した。近くには日本名水百選の「雄町の冷泉」があり、「幻の酒米」と称される雄町米が栽培されている。それらを原料にした「極聖(きわみひじり)」などの銘柄は、やや辛口。全国新酒鑑評会では、県内最多の金賞18回を誇る。
長年、味を支えたのが備中杜氏(とうじ)の中浜昭夫。備中杜氏組合連合会長を務め、「現代の名工」にも選ばれた。現在は若手社員が技とともに、伝統を守り続ける。薫陶を受けた製造部長の岡崎達郎(たつお)(37)も「丁寧に原料を処理することが、良い酒を造る最初の一歩」と基本姿勢を崩さない。
夏が過ぎ、秋の到来とともに仕込みの季節となる。毎年、蔵の入り口に中浜がこしらえた神棚に手を合わせ、酒の出来を祈願することから作業は始まる。
年を越し、大吟醸の仕込みが始まった時、作業を終える「こしき倒し」の儀式の時も、従業員は神棚の前に並ぶ。宮下は語る。「節目、節目に、良いお酒ができますようにと全員でお祈りしている。酒の神様はやっぱりいると思う」(敬称略)
平成26酒造年度 全国新酒鑑評会にて弊社の大吟醸酒『極聖』(きわみひじり)が金賞を受賞いたしました。
金賞受賞は今回で18度目の受賞です。 全国新酒鑑評会は独立行政法人酒類総合研究所主催で行われ、明治四十四年の第一回開催以来、今回が103回目でした。
この鑑評会はその年に製造された清酒を全国的な規模で調査・研究することにより、製造技術と酒質の現状及び動向を明らかにし、 清酒の品質向上に寄与することを目的として行われ、現在、全国規模で開催される唯一の清酒鑑評会です。 今年は4月21日~23日に予審が、5月12日~13日に決審が行われ、出品点数852点の中から415点が入賞酒に、入賞酒の中で特に優秀と認められた222点が金賞に選ばれました。
広島国税局が開催した「Sake in 広島 2015」にて、純米酒部門で「極聖 特別純米 高島雄町」が好評酒に選ばれました。広島国税局管内の中国5県の市販酒が対象で、77製造場からスパークリング清酒部門26点、純米酒部門71点、吟醸酒部門27点の計124点出品され、スパークリング清酒部門6点、純米酒部門17点、吟醸酒部門7点の計30点が好評酒に選定されました。